铣刀是木材切削加工中种类最多,应用最广的一类刀具,它被广泛应用于以铣削方式加工的各类机床上。
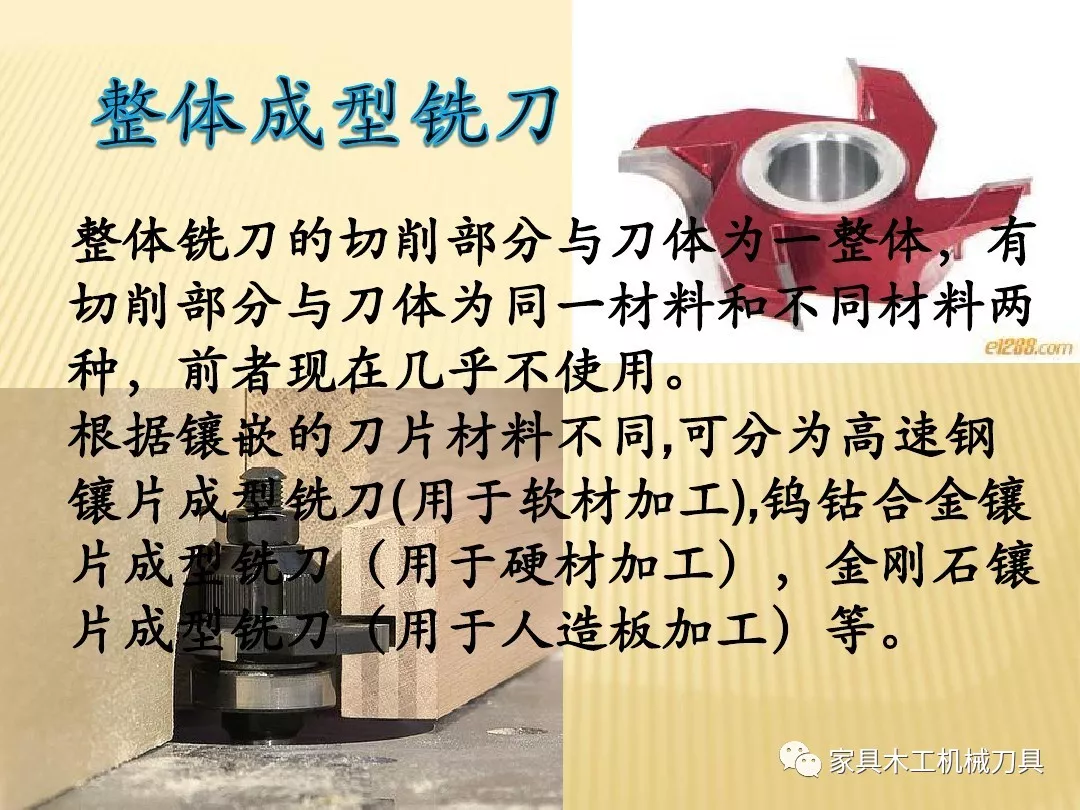
1、焊接式整体铣刀
在木制品加工工艺中,近年来广泛采用各种人造板及各种改性和复合材料作为基材,为了适应这些材料的切削加工要求,普遍采用高硬度,高耐热性的刀具材料,其中主要是硬质合金也包括表面强化处理的工具钢刀片或用焊接方式将其焊接在刀体上构成整体铣刀。

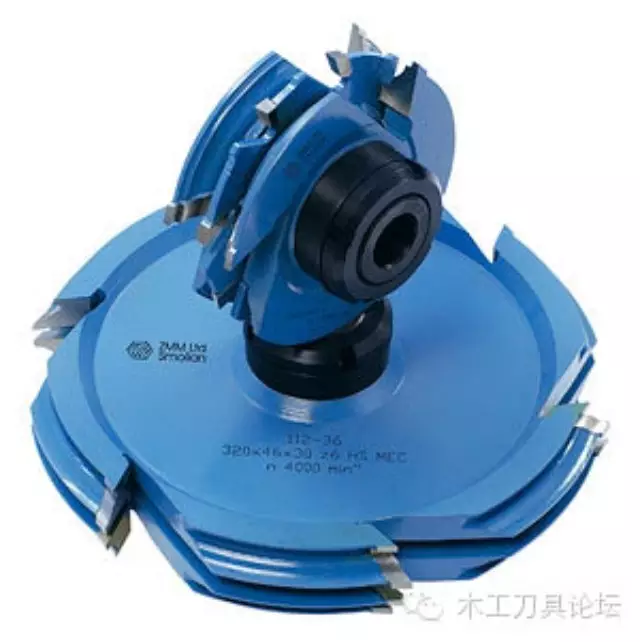
2、组合式硬质合金成形铣刀
考虑到刃口形状复杂的成形硬质合金刀片不易加工制造,可用几个形状简单的硬质合金刀片组合来代替复杂轮廓形状的合金刀片,但它只适于直线形状组合而的刀,一般是将几个齿形简单的盘铣刀,套装在特制套筒上组合成一个整体组合铣刀。

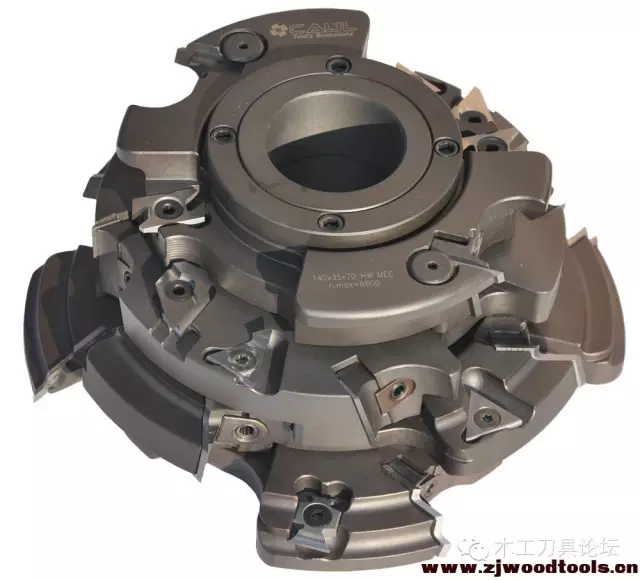
3、装配式不重磨硬质合金或高速钢铣刀
在切削木材或复合木质材料时,焊接式硬质合金铣刀的损坏往往不是由于刀齿磨损,而是由于高温焊接或刃磨时磨削热所带来的弊病,因此,近年来国外广泛采用装配式不重磨硬质合金或高速钢铣刀(切削软材往往采用高速钢刀片)。
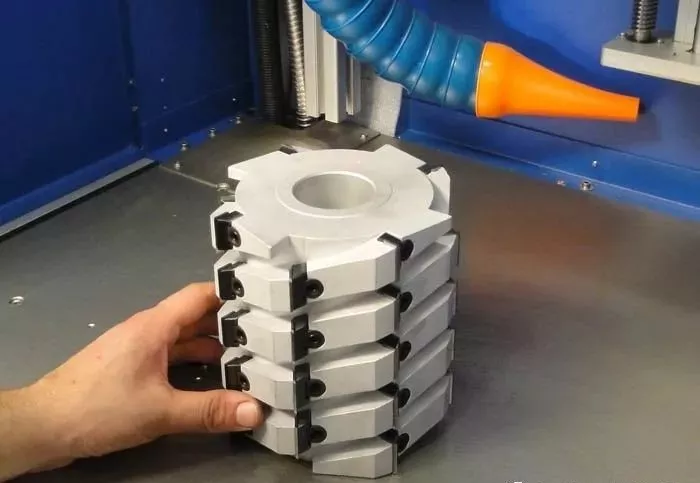
4、螺旋铣刀轴
在木工平刨和压刨上,目前常用的切削机构大都是由装配在刀轴上的2-4片直刃刀片组成的。这种刀轴在高速切削条件下,会产生较大的噪声和冲击,影响表面加工质量。螺旋刃铣刀能克服上述缺点,可降低噪音15-20dB。但螺旋刃铣刀的加工制造和刃磨难度较大,所以,在实际应用中多以分段铣刀来替代。

5、不重磨组合式榫槽铣刀
该铣刀是由多把圆盘铣刀组合而成,有多个切削刃、不必重磨,提高了加工效率,节省大量辅助工作时间。圆盘铣刀和刀齿的数量可按需要进行不同的组合。

6、指榫铣刀
指榫纵向接长是充分利用木材原料的一种方法,广泛用于建筑木制品、门窗、地板和家具的板件、框架等。指榫铣刀有单片组合和多刀组合两种,刀片镶焊高速钢或硬质合金。按照齿形的结构和尺寸,指接铣刀可分为微形指榫铣刀和巨型指榫铣刀两种。
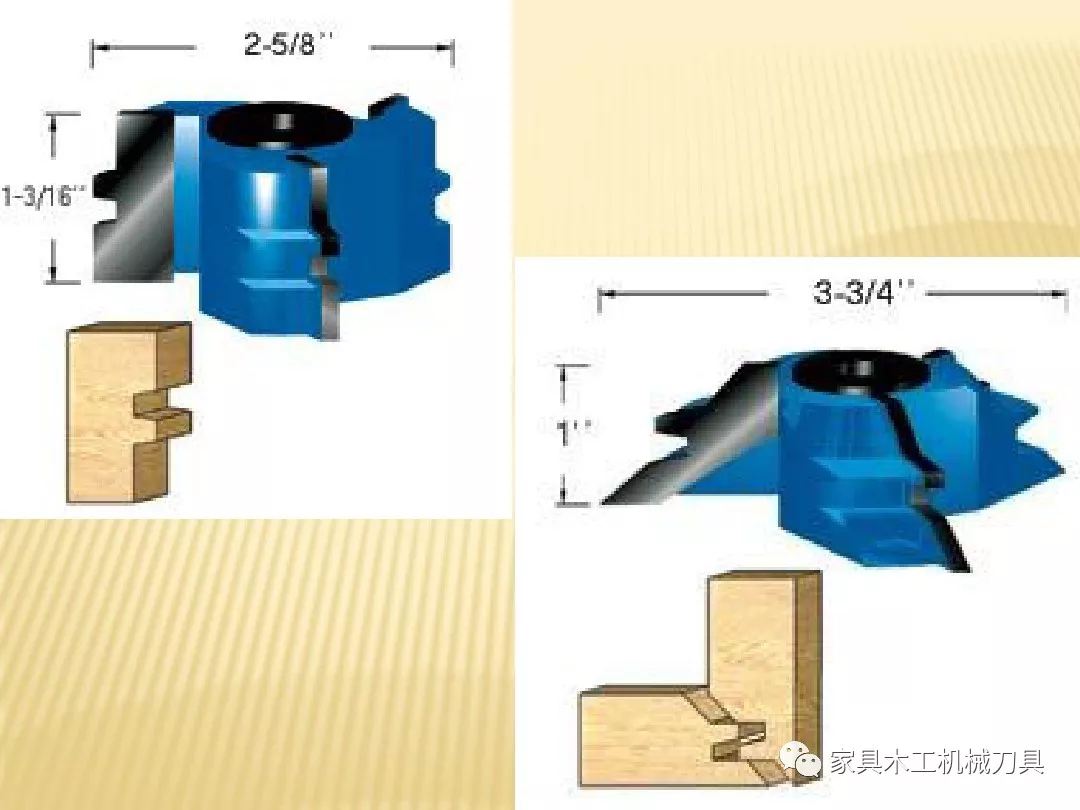
 7、复合榫头铣刀
7、复合榫头铣刀
复合榫头铣刀是在圆柱形铣刀上套装一个可移动调节的锯片。根据加工需要,可以在圆柱铣刀上移动锯片位置,以获得所需木制品榫头的长度尺寸。

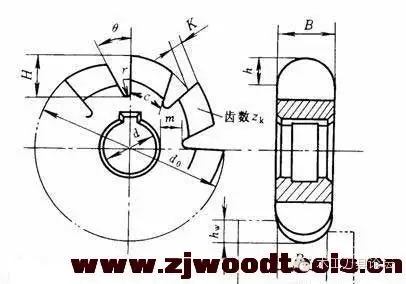
8、铲齿成形铣刀
对于成形铣刀要求在多次重磨后,仍能保持切削加工工件的截面的轮廓尺寸和形状不变和原设计的角度参数不变,或者变化很小。铲齿成形铣刀由于其每一个齿都是在铲齿车床上用同一把成形车刀按照同一曲线铲制而成,所以这种铣刀只要按照原来的前角去重磨就能满足上述要求。
9、双齿榫槽铣刀
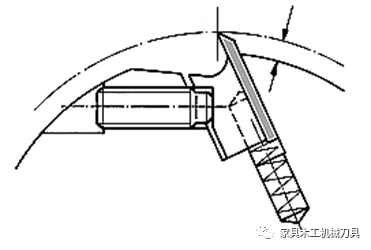
在铣床上开直角箱榫,广泛采用双齿钩形(S形)铣刀――双齿榫槽铣刀,。这种铣刀制造简单,节省材料。切削直径一般为140-250mm;刃口宽度取决于加工要求,一般为4-12mm;角度参数取决于被加工材料,其值在下列范围内:后角α=15°-20°;前角γ=25°-30°;楔角β=60°-65°。
10、装配式成形铣刀为了克服方刀头铣刀刀片装夹强度差,安全性能差的缺点,现多采用圆柱装配式成形铣刀。这种铣刀采用离心楔块压紧的方法紧固刀片,使之装夹强度更加牢固可靠。

11、装配式槽榫铣刀
‧刀片直装的直角框榫铣刀
这种铣刀的特点是刀刃平行于铣刀的旋转轴线,并在刀体端面上装有2-3片割刀,割刀刀刃突出主切削刃0.5-0.8mm,以便先于主切削刃割断木材纤维。割刀采用不重磨刀片,4个切削刃可以转位使用,开榫刀也是不重磨刀片,一边磨钝后,调转180°再用。
‧刀片斜装的直角框榫铣刀
为了改善切削时的受力状况和提高榫头表面质量,这种铣刀的主刃相对于铣刀旋转轴线倾斜一个λ角(10°-15°)。
‧开槽圆盘铣刀
刀片4嵌装在刀盘1的楔形槽内,转动紧固螺钉3使楔块2将刀片压紧在刀盘上,开槽圆盘铣刀加工的榫槽较深,可达35-100 mm,宽度为6-12mm。

12、装配式仿形铣刀
这种铣刀主要用在仿形铣床上,加工类似衣柜弯脚、椅子腿之类的实木异形工件,这种铣刀加工时主要是作横向切削,而且吃刀量很不均匀,为提高加工表面质量,铣刀前角较大,刃口磨得很锋利。

13、可调式组合铣刀
当被加工的工件截面形状较复杂,用整体成型铣刀加工难度较大时,需要采用组合铣刀。组合铣刀是由两个或两个以上的铣刀组合而成的。

14、圆柱铣刀
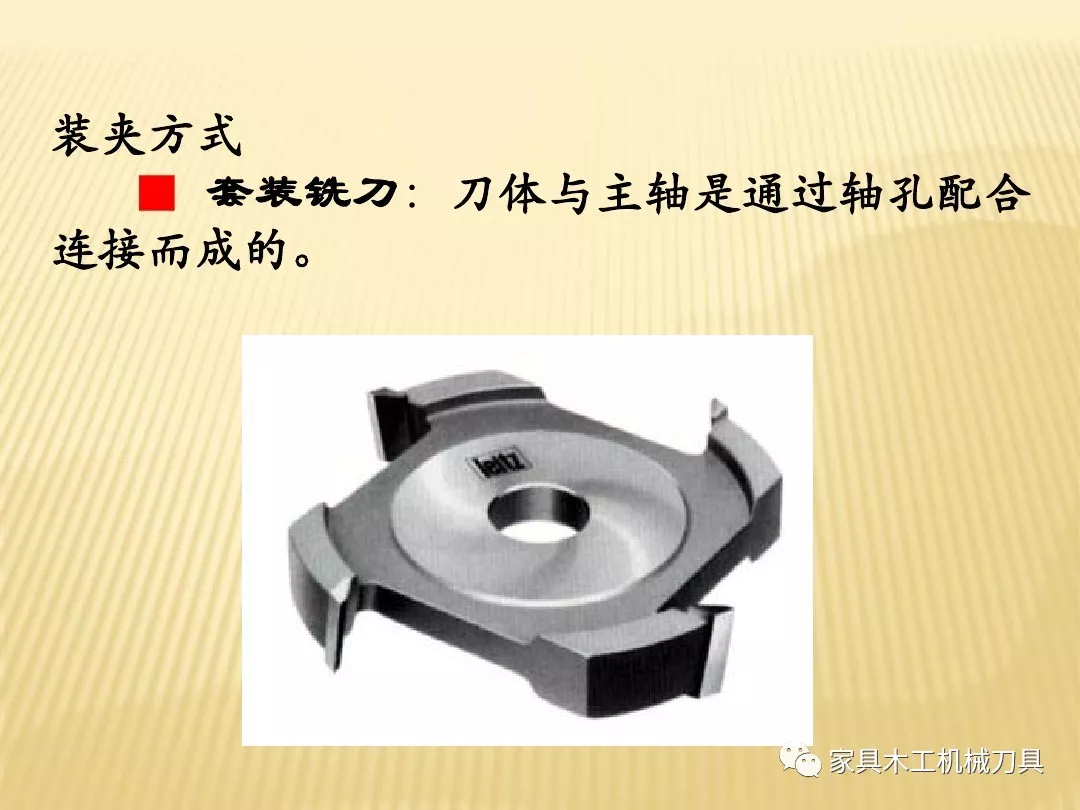
这里所说圆柱铣刀是指木工平刨、压刨等机床上加工平面用的铣刀,由于加工的平面一般都较宽,且需经常重磨刀具,所以这类铣刀通常都做成装配式的,而且往往把刀体与机床主轴做成一体,称为刀轴。
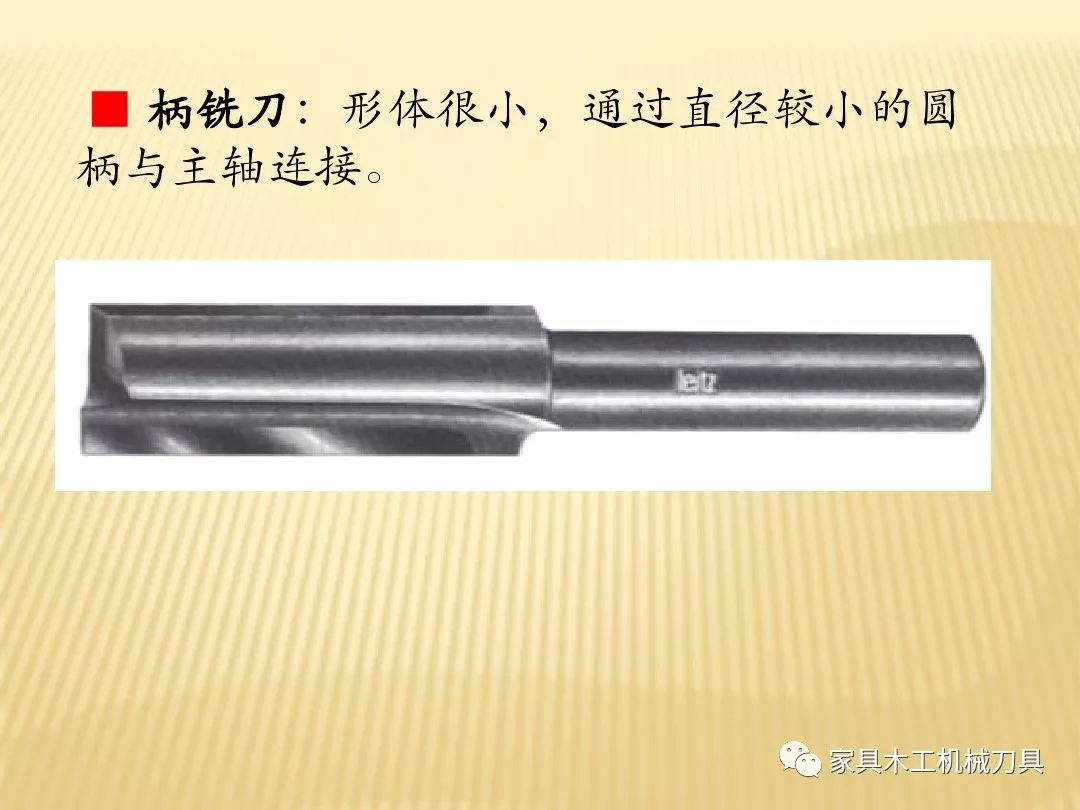
15、柄铣刀
柄铣刀主要用于开槽、加工榫眼、仿形铣削、雕刻以及加工工件的侧面或周边。柄铣刀的侧面和端部都有刀刃。如图6-23所示。侧面的刀刃称为主刃或侧刃,端面的刀刃称为端刀。根据铣刀的形状,可分为圆柱形柄铣刀、梯形柄铣刀(燕尾形)和成形柄铣刀,并有直柄、锥柄、螺纹柄铣刀和直齿、螺旋齿柄铣刀之分。

16、液压夹紧铣刀
这种铣刀液压夹紧装置具有夹紧精度高,传递扭距大,结构对称性好等特点,由于油腔结构具有一定的阻尼作用,液压夹紧铣刀除具有极高的夹持回转精度和良好的动平衡特性外,还具有良好的减振阻尼性能,能够适应极高的回转速度,可应用于刀具回转切削加工的机床,如铣床、双端开榫机、封边机、数控加工中心,四面刨等,为部分液压夹紧的组合铣刀。

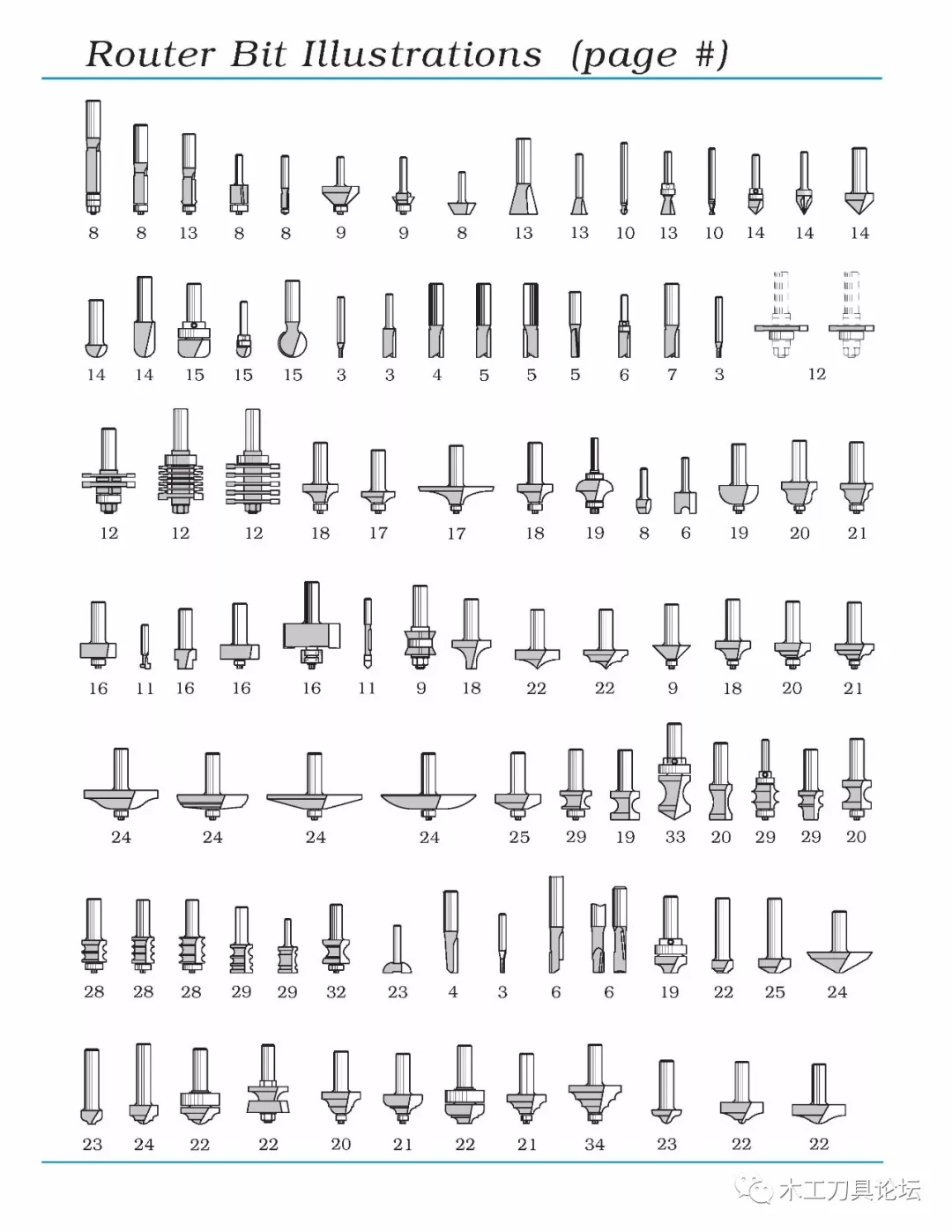
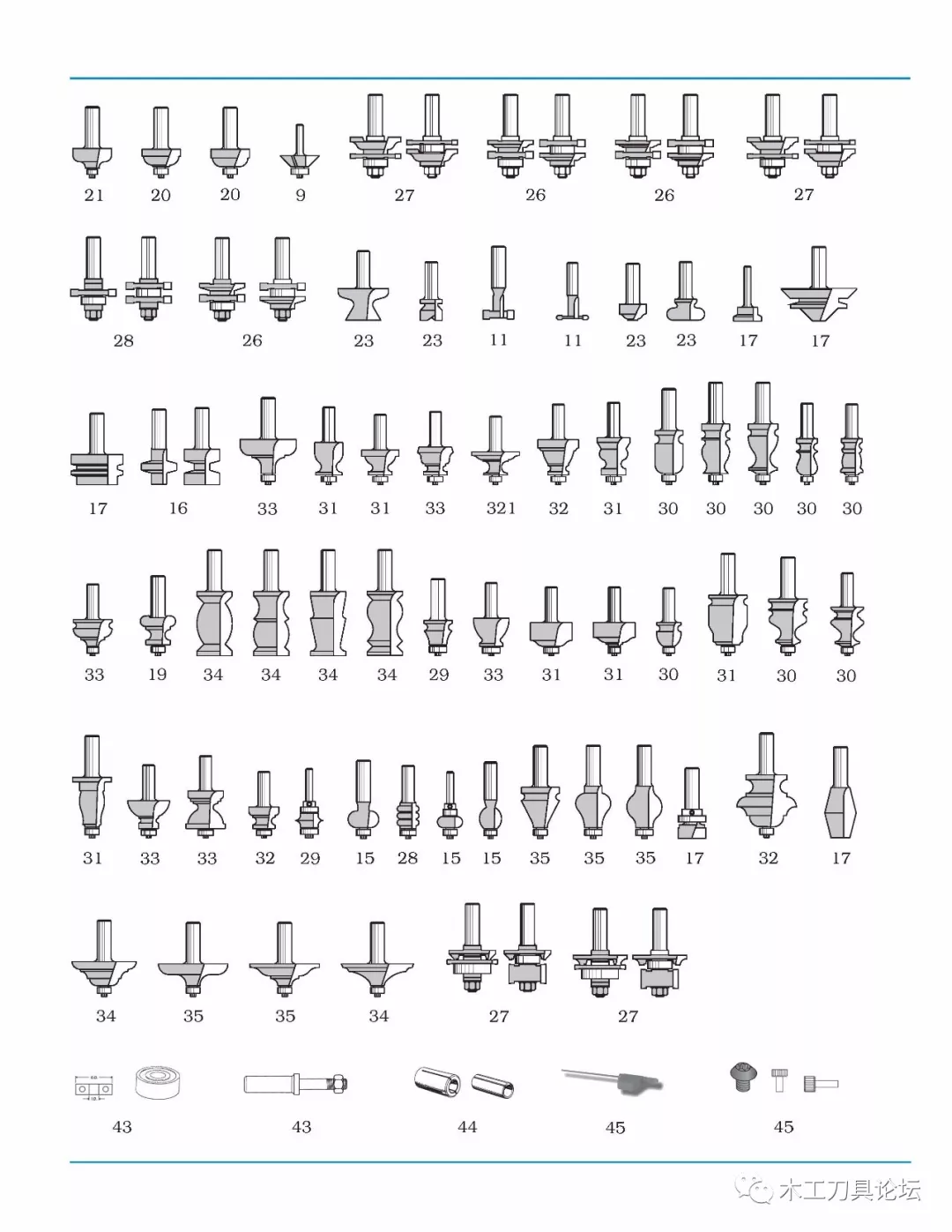
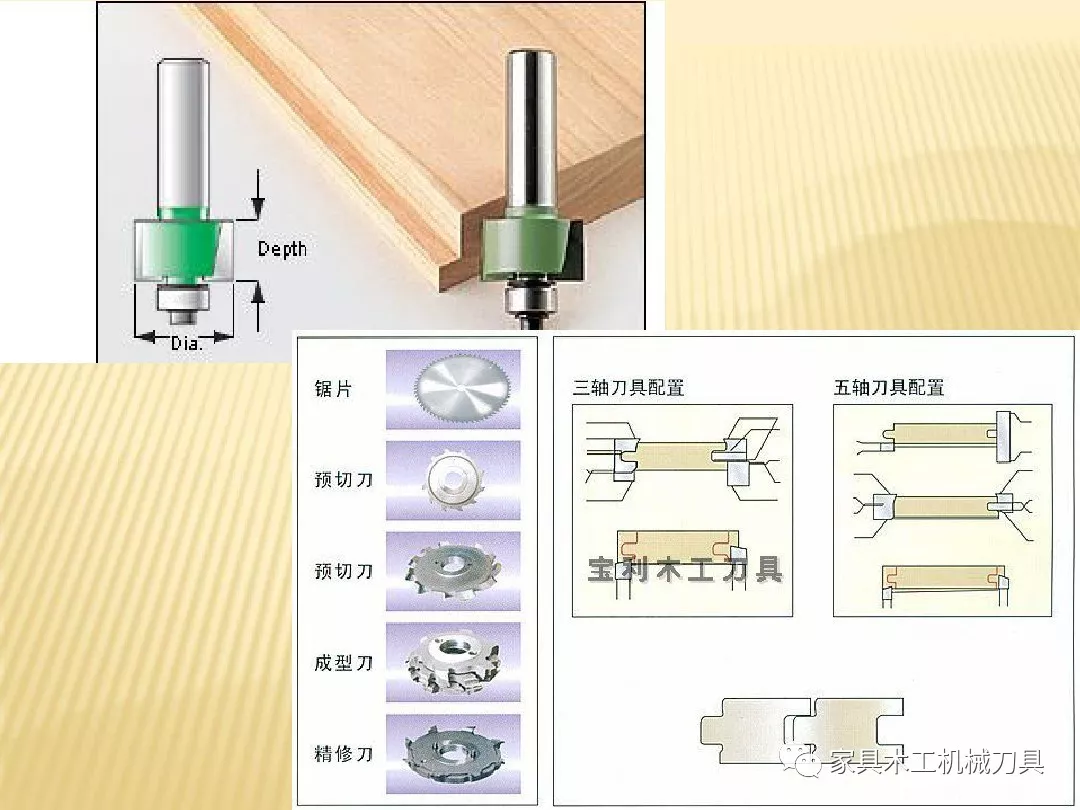
200多种常用木工镂铣刀结构形态简图


1、焊接式整体铣刀
在木制品加工工艺中,近年来广泛采用各种人造板及各种改性和复合材料作为基材,为了适应这些材料的切削加工要求,普遍采用高硬度,高耐热性的刀具材料,其中主要是硬质合金也包括表面强化处理的工具钢刀片或用焊接方式将其焊接在刀体上构成整体铣刀。
2、组合式硬质合金成形铣刀
考虑到刃口形状复杂的成形硬质合金刀片不易加工制造,可用几个形状简单的硬质合金刀片组合来代替复杂轮廓形状的合金刀片,但它只适于直线形状组合而的刀,一般是将几个齿形简单的盘铣刀,套装在特制套筒上组合成一个整体组合铣刀。
3、装配式不重磨硬质合金或高速钢铣刀
在切削木材或复合木质材料时,焊接式硬质合金铣刀的损坏往往不是由于刀齿磨损,而是由于高温焊接或刃磨时磨削热所带来的弊病,因此,近年来国外广泛采用装配式不重磨硬质合金或高速钢铣刀(切削软材往往采用高速钢刀片)。
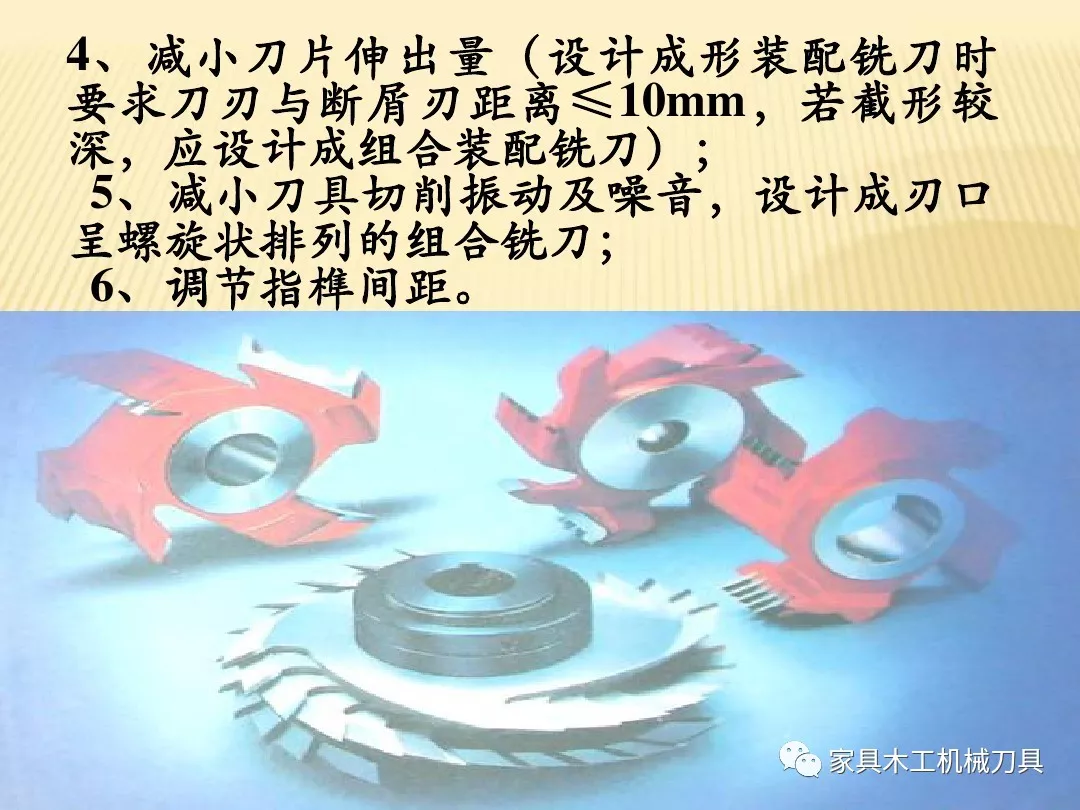
4、螺旋铣刀轴
在木工平刨和压刨上,目前常用的切削机构大都是由装配在刀轴上的2-4片直刃刀片组成的。这种刀轴在高速切削条件下,会产生较大的噪声和冲击,影响表面加工质量。螺旋刃铣刀能克服上述缺点,可降低噪音15-20dB。但螺旋刃铣刀的加工制造和刃磨难度较大,所以,在实际应用中多以分段铣刀来替代。
5、不重磨组合式榫槽铣刀
该铣刀是由多把圆盘铣刀组合而成,有多个切削刃、不必重磨,提高了加工效率,节省大量辅助工作时间。圆盘铣刀和刀齿的数量可按需要进行不同的组合。
6、指榫铣刀
指榫纵向接长是充分利用木材原料的一种方法,广泛用于建筑木制品、门窗、地板和家具的板件、框架等。指榫铣刀有单片组合和多刀组合两种,刀片镶焊高速钢或硬质合金。按照齿形的结构和尺寸,指接铣刀可分为微形指榫铣刀和巨型指榫铣刀两种。
7、复合榫头铣刀
复合榫头铣刀是在圆柱形铣刀上套装一个可移动调节的锯片。根据加工需要,可以在圆柱铣刀上移动锯片位置,以获得所需木制品榫头的长度尺寸。
8、铲齿成形铣刀
对于成形铣刀要求在多次重磨后,仍能保持切削加工工件的截面的轮廓尺寸和形状不变和原设计的角度参数不变,或者变化很小。铲齿成形铣刀由于其每一个齿都是在铲齿车床上用同一把成形车刀按照同一曲线铲制而成,所以这种铣刀只要按照原来的前角去重磨就能满足上述要求。
9、双齿榫槽铣刀
在铣床上开直角箱榫,广泛采用双齿钩形(S形)铣刀――双齿榫槽铣刀,。这种铣刀制造简单,节省材料。切削直径一般为140-250mm;刃口宽度取决于加工要求,一般为4-12mm;角度参数取决于被加工材料,其值在下列范围内:后角α=15°-20°;前角γ=25°-30°;楔角β=60°-65°。
10、装配式成形铣刀为了克服方刀头铣刀刀片装夹强度差,安全性能差的缺点,现多采用圆柱装配式成形铣刀。这种铣刀采用离心楔块压紧的方法紧固刀片,使之装夹强度更加牢固可靠。
11、装配式槽榫铣刀
‧刀片直装的直角框榫铣刀
这种铣刀的特点是刀刃平行于铣刀的旋转轴线,并在刀体端面上装有2-3片割刀,割刀刀刃突出主切削刃0.5-0.8mm,以便先于主切削刃割断木材纤维。割刀采用不重磨刀片,4个切削刃可以转位使用,开榫刀也是不重磨刀片,一边磨钝后,调转180°再用。
‧刀片斜装的直角框榫铣刀
为了改善切削时的受力状况和提高榫头表面质量,这种铣刀的主刃相对于铣刀旋转轴线倾斜一个λ角(10°-15°)。
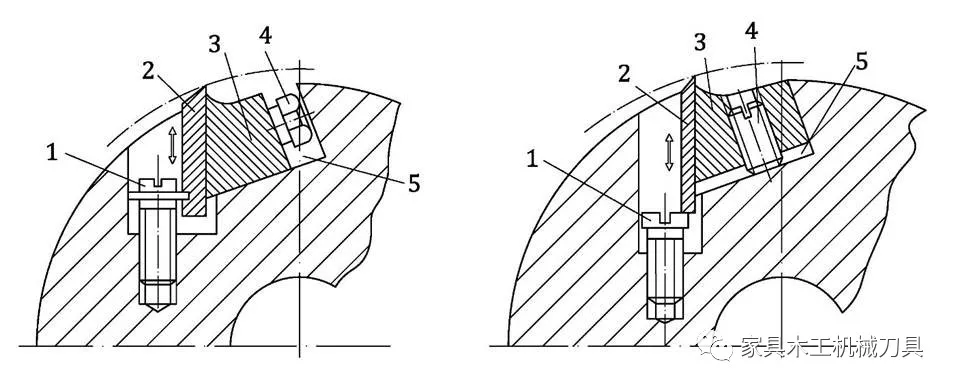
‧开槽圆盘铣刀
刀片4嵌装在刀盘1的楔形槽内,转动紧固螺钉3使楔块2将刀片压紧在刀盘上,开槽圆盘铣刀加工的榫槽较深,可达35-100 mm,宽度为6-12mm。
12、装配式仿形铣刀
这种铣刀主要用在仿形铣床上,加工类似衣柜弯脚、椅子腿之类的实木异形工件,这种铣刀加工时主要是作横向切削,而且吃刀量很不均匀,为提高加工表面质量,铣刀前角较大,刃口磨得很锋利。
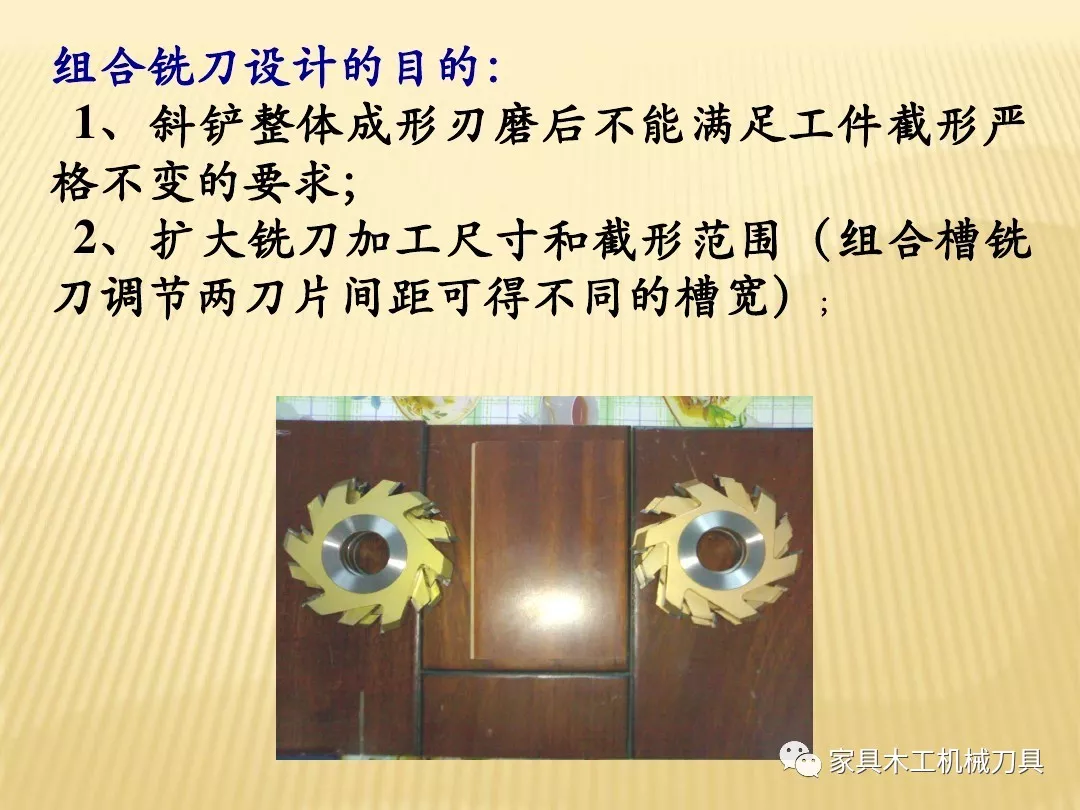
13、可调式组合铣刀
当被加工的工件截面形状较复杂,用整体成型铣刀加工难度较大时,需要采用组合铣刀。组合铣刀是由两个或两个以上的铣刀组合而成的。
14、圆柱铣刀
这里所说圆柱铣刀是指木工平刨、压刨等机床上加工平面用的铣刀,由于加工的平面一般都较宽,且需经常重磨刀具,所以这类铣刀通常都做成装配式的,而且往往把刀体与机床主轴做成一体,称为刀轴。
15、柄铣刀
柄铣刀主要用于开槽、加工榫眼、仿形铣削、雕刻以及加工工件的侧面或周边。柄铣刀的侧面和端部都有刀刃。如图6-23所示。侧面的刀刃称为主刃或侧刃,端面的刀刃称为端刀。根据铣刀的形状,可分为圆柱形柄铣刀、梯形柄铣刀(燕尾形)和成形柄铣刀,并有直柄、锥柄、螺纹柄铣刀和直齿、螺旋齿柄铣刀之分。
16、液压夹紧铣刀
这种铣刀液压夹紧装置具有夹紧精度高,传递扭距大,结构对称性好等特点,由于油腔结构具有一定的阻尼作用,液压夹紧铣刀除具有极高的夹持回转精度和良好的动平衡特性外,还具有良好的减振阻尼性能,能够适应极高的回转速度,可应用于刀具回转切削加工的机床,如铣床、双端开榫机、封边机、数控加工中心,四面刨等,为部分液压夹紧的组合铣刀。
普通刀片装配铣刀:

在装刀时,使用调刀螺钉、弹簧或其它调刀方法,保持刀片水平并使每把刀片在同一切削圆上,维持原有的切削圆直径。通常情况下普通刀片廓形最低点高出刀体不得超过2mm。
普通刀片采用高速钢或硬质合金制造,因硬质合金材料较贵,故在刀片切削部分镶焊硬质合金。
普通刀片分为直刃刀片和成形刀片。前者结构简单,刀片较长;后者刃口形状复杂,刀片较短,用来加工工件上各种形状的线形。
普通刀片装配铣刀特点:
刀片可以重磨,一般刃磨后刀面;
需要专用对刀器,安装和调整刀片,费工费时;
成形刀片轴向调整麻烦;
.很难保证所有刀齿在同一切削圆上。
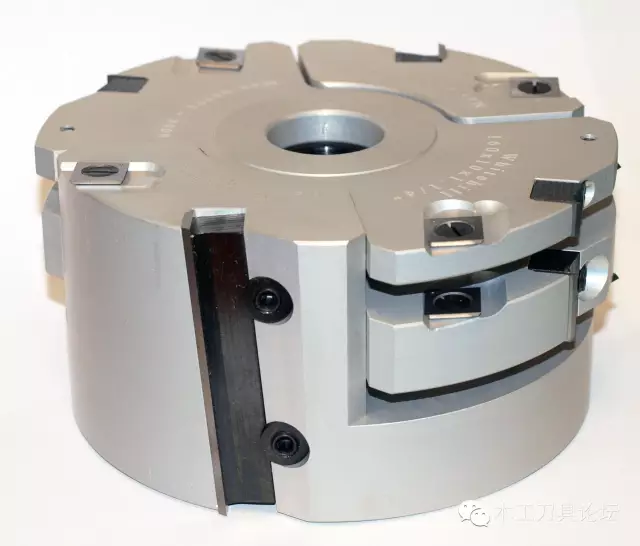
成形刀片具有各种不同的形状,可以装配到同一个铣刀头上,因此,该铣刀头称为多功能铣刀头。多功能铣刀头有几种不同的结构形式,下图为一种,有两个刀槽,安装两把完全一样的刀片。

根据要求,一个刀头可以配备12对、24对、36对形状各异的刀片,刀片材料为合金工具钢或者高速钢。

装配式(机夹)木工铣刀特点:
刀齿 或片利用联结件(螺钉、栓压块等)装夹在体上;
特点:刀齿 或片利用联结件(螺钉、栓压块等)装夹在体上,或刀片可以换装并拆卸刃磨。
装配式木工铣刀结构的最大特点是刀片可以拆换,其切削刃被夹紧件夹紧在刀体上。
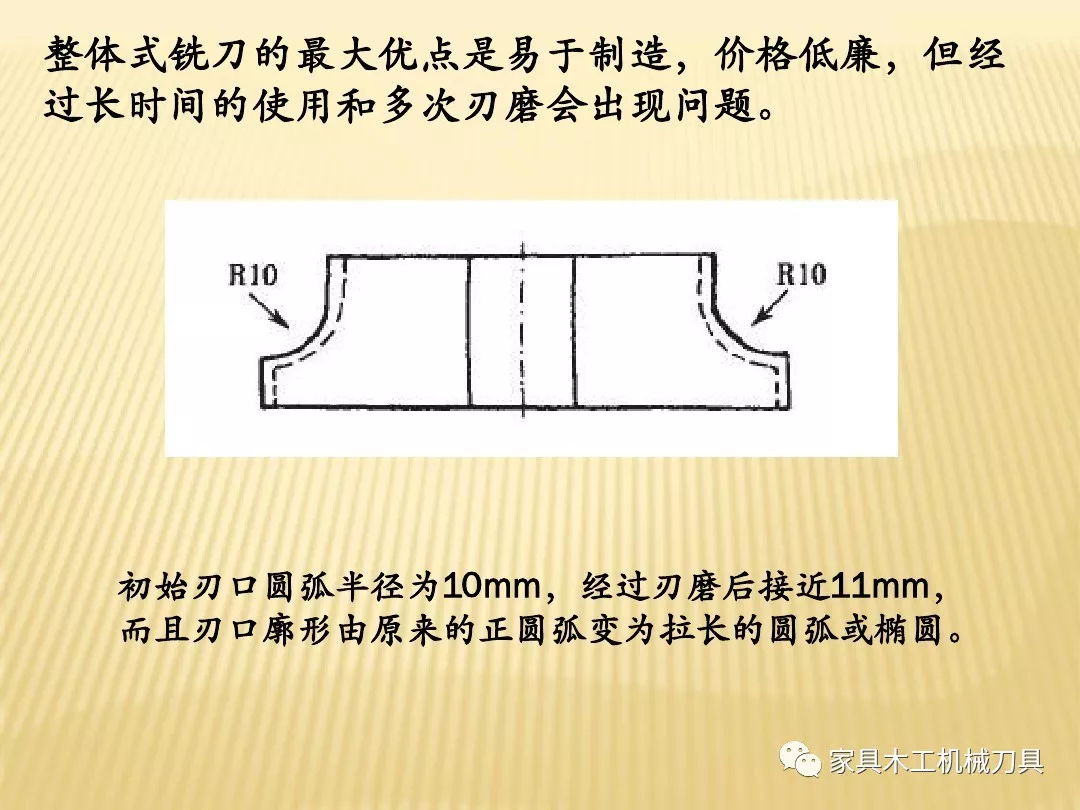
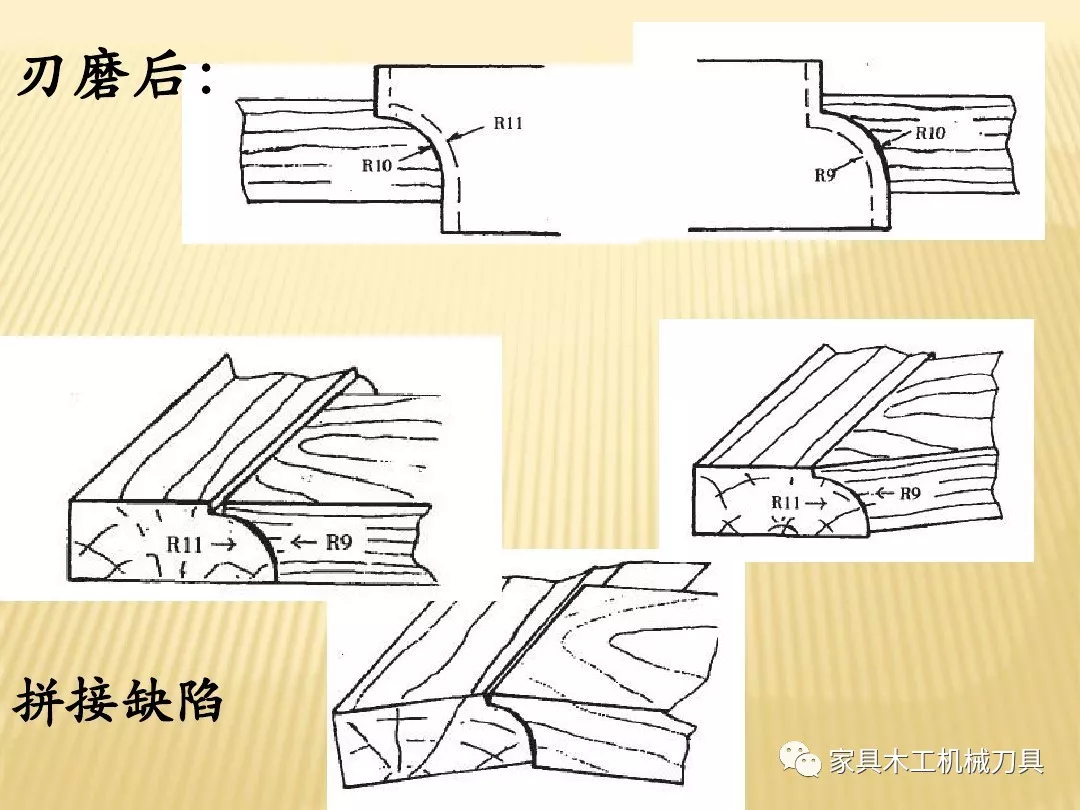
装配式铣刀有一个共同的特点,即刃磨后的初始廓形和尺寸不变。
1.多次刃磨后不用调整刀具,节省调整时间
2. 多次刃磨后刃口廓形不变,使刀具在使用寿命周期内保证高的加工
3. 只需购买一个基本刀体和若干成形刀片就可满足
4. 更换刀片容易
5. 硬度高,工作寿命长
6. 更加方便灵活
组合式成型统刀其切削刀刃是通过夹紧装置安装在刀体上这类刀片一艇靠螺栓、定位销夫紧。还有一种靠离心力夹紧刀片的组合式成型锐刀该成型统刀具有一种特殊结构,刀片只需用螺丝钉定位,再借助凹槽构造和离心力,将其锁紧。而不需要其他任何工具,就能保证其安全固定,由于刀片在松开状态下能从径向取出,所以换刀可在机器上进行。根据组合铁刀的刀片形式不同可分为:可转位刀片、可重磨刀片和可更换刀片,当刀片使用变钝后,刀片可简单方便地翻转位置、更换或重磨,组合式成型锐刀的突出优点是统刀经调整、灵换或维修后可保持初始轮廓形状不变,可提高加工质量。